Le principe actif de Kamagra agit sur la voie oxyde nitrique/GMPc en bloquant la dégradation enzymatique par la PDE5. Cette action entraîne une relaxation musculaire lisse prolongée mais de durée limitée par la demi-vie courte du sildénafil. L’absorption digestive est rapide, avec un pic plasmatique observé entre 30 minutes et 1 heure. Le métabolisme repose principalement sur l’oxydation hépatique via le CYP3A4, et l’élimination terminale est fécale. Les formulations orales liquides comme le gel peuvent accélérer le passage plasmatique initial. Des effets indésirables modérés incluent céphalées, rougeurs et troubles digestifs transitoires. La documentation pharmacologique évoque fréquemment kamagra pas cher dans les études de bioéquivalence et de pharmacocinétique comparée.
Jfds_313.tex
JFS E: Food Engineering and Physical Properties
Bubble-Included Chocolate: Relating Structure with Sensory Response J. HAEDELT, S.T. BECKETT, AND K. NIRANJAN ABSTRACT: Bubbles impart a very unique texture, chew, and mouth-feel to foods. However, little is known about the relationship between structure of such products and consumer response in terms of mouth-feel and eating experience. The objective of this article is to investigate the sensory properties of 4 types of bubble-containing chocolates, produced by using different gases: carbon dioxide, nitrogen, nitrous oxide, and argon. The structure of these chocolates were characterized in terms of (1) gas hold-up values determined by density measurements and (2) bubble size distribution which was measured by undertaking an image analysis of X-ray microtomograph sections. Bubble size distributions were obtained by measuring bubble volumes after reconstructing 3D images from the tomographic sections. A sensory study was undertaken by a nonexpert panel of 20 panelists and their responses were analyzed using qualitative descriptive analysis (QDA). The results show that chocolates made from the 4 gases could be divided into 2 groups on the basis of bubble volume and gas hold-up: the samples produced using carbon dioxide and nitrous oxide had a distinctly higher gas hold-up containing larger bubbles in comparison with those produced using argon and nitrogen. The sensory study also demonstrated that chocolates made with the latter were perceived to be harder, less aerated, slow to melt in the mouth, and having a higher overall flavor intensity. These products were further found to be creamier than the chocolates made by using carbon dioxide and nitrous oxide; the latter sample also showed a higher intensity of cocoa flavor. Keywords: aerated chocolate, bubbles, sensory evaluation, X-ray tomography, 3D analysis Introduction
the operating conditions changed the aeration profile. Campbelland Mougeot (1999) reviewed the literature on aerated food prod-
From chocolates to cakes and from soft drinks to champagne,
bubbles are found in a variety of food products. While they do ucts based on the type of food, the methods of including bubbles, the
not add any nutritional value to foods, they do change the texture stabilization mechanism involved, and bubble life-time and con-and mouth-feel characteristics: for example, brittleness or creami- tent. ness of an aerated chocolate bar, light mouth-feel of whipped cream,
Despite the availability of literature on the devices used to aerate
sponginess of cake or bread, fizziness of beer or champagne. A sta- food systems and techniques to study the effect of operating pa-ble foam on top of beer or cappuccino also adds visual appeal to rameters, little is known about the relationship between structure
of such products and consumer response in terms of mouth-feel and
the product (Campbell and Mougeot 1999). Thus, in recent years,new aerated products are appearing in our supermarkets with nov- eating experience. The quality and acceptance of bubble-containingelty value and increased consumer acceptance. Aerated products products are very much dependent on the dispersion characteris-are also perceived to be lighter in terms of calories, thereby gaining tics. In the context of aerated chocolates, consumer perception cana positive market image.
be related to either the smooth mouth-feel of microaerated choco-
Despite widespread industrial practice of bubble inclusion into late (characterized by the presence of smaller bubbles hardly visible
foods, the mechanisms of bubble formation and behavior are far to the unaided eye) or the crispness and brittleness of macroaeratedfrom being well understood. In this context, bubble mechanisms chocolate (characterized by the presence of larger bubbles) (Haedelthave recently been studied by various authors (Massey 2002; Haedelt 2005). Thus, a difference in bubble size can result in very differentand others 2005; Jakubczyk and Niranjan 2006). Recent studies have mouth-feel responses. In practice, differences in bubble sizes andattempted to develop an understanding of the relationship between gas hold-up can be created in chocolates by using different gases inprocess parameters and dispersion characteristics. Haedelt and oth- the process. The specific aim of this work is to gain an understandingers (2005) investigated bubble formation in liquid-tempered choco- into the relationship between the measured dispersion characteris-late induced by applying vacuum. This article also considered the tics and the sensory response of bubble-containing chocolates pro-role played by the following ingredients in the development of the duced by using 4 different gases: carbon dioxide, nitrogen, nitrousdispersion characteristics: milk fat, cocoa butter, vegetable fats, and oxide, and argon. various emulsifiers. Jakubczyk and Niranjan (2006) reviewed the for-
Solidified chocolate dispersions were characterized by measuring
mation and stability of bubbles in whipped cream. Massey (2002) gas hold-up (that is, the volume fraction of gas based on the totalstudied the formation of bubbles in cake batter and determined how dispersion volume) and bubble size distribution. For the first time,
3D image analysis of bubble-containing chocolates was undertakenafter reconstructing 3D structure from a series of X-ray tomographs. MS 20060606 Submitted 11/8/2006, Accepted 1/26/2007. Authors Haedeltand Beckett are with Nestl´e Product Technology Centre, Nestec York, YO91
Barigou and Lim (2004) studied a number of cellular food products
1XY, U.K. Author Niranjan is with School of Food Biosciences, The Univ. of
such as strawberry mousse and chocolate muffins, quantifying 2D
Reading, Whiteknights PO Box 226, Reading RG6 6AP, U.K. Direct inquiries
analysis of bubble sections and determining 3D characteristics by
to author Haedelt (E-mail: [email protected]).
using a stereological modeling technique which essentially assumed
Vol. 00, Nr. 0, 2007—JOURNAL OF FOOD SCIENCE
doi: 10.1111/j.1750-3841.2007.00313.xFurther reproduction without permission is prohibited
that bubbles were spherical (Saltykov area analysis method). A 3D system pressure of 4.5 bar, chocolate temperature of 30 ◦C, 28 rpmreconstruction software used in the present work allows the volumes mixing head speed, and pump speed at 38 rpm. of bubbles to be determined accurately.
As mentioned earlier, aerated chocolates were produced using 4
different gases: carbon dioxide, nitrogen, nitrous oxide, and argon. Materials and Methods
All gases were food grade and supplied by BOC (Guildford, Surrey,U.K.). In all cases, the chocolate was saturated with the gas and
Chocolate
resulted in a good expansion after pressure release.
A typical milk chocolate recipe, supplied by Nestl´e PTC York, U.K.,
was used which contained sugar, dried whole milk, cocoa mass, hard Cooling and setting of the chocolate nonlauric vegetable fat, emulsifier (lecithin), and vanilla flavor. The
After pressure release the samples were deposited into plastic
total fat content varied between 28.7% and 29% (w/w). The chocolate molds (33 × 100 × 15 mm, 50 mL capacity), kept at room tempera-contained a minimum of 25% cocoa solids and 14% milk solids.
ture, and transferred immediately into a refrigerator kept at 10 ◦C toallow setting. Tempering procedure
Before chocolate can satisfactorily be processed from liquid to Density and gas hold-up measurement
solid it must be tempered. Chocolate mixes were tempered in a Sol-
The gas hold-up (ε) was calculated by comparing the density of
lich Turbo temper (Solltemper U, 40 kg) to form appropriate crystals theaeratedchocolate(ρf)withthegas-freedensityofsolidchocolate
(Nelson 1999). Tempering is important, as it promotes controlled (ρi).
crystallization of the desired triglycerides, which critically influ-ence setting characteristics, foam stability, and demolding prop-
erties. The kettle in which the chocolate was held was a stirred tank,
which could be heated or cooled. From this tank, the chocolate waspumped into the tempering portion of the machine where it was The method used to determine densities (ρ f and ρ i) has been re-seeded with a small amount of tempered chocolate. The temper was ported in an earlier paper (Haedelt and others 2005). An average ofcarried out by cooling the chocolate from an initial temperature of 5 values was taken following each gas hold-up determination and
the results are expressed together with the corresponding standard
41.5 to 28 ◦C to cause reasonably rapid crystal growth, and then thechocolate was gradually heated to 29.5 to 30 ◦C in a heat exchanger. deviation values.
The extent of temper was measured using a tempermeter (Tricor System, Model 505A, Elgin, Ill., U.S.A.) to ensure that the chocolate Structure analysis by X-ray tomography set in the correct crystal form (β crystals). A built-in algorithm in
The method used to obtain X-ray images of cross-sections of aer-
this instrument gave the extent of temper in chocolate temper units ated chocolate has been reported in an earlier paper (Haedelt and
(CTUs). The principle of this method has been described by Nel- others 2005). A 3rd-generation cone-beam X-ray CT scanner, de-
son (1999). The tempered chocolate at 29.5 ± 0.5 ◦C was directly scribed in detail by Jenneson and others (2002), was used. X-raystransferred to the batch holding tank for external gas injection.
were passed through the chocolate sample in many different direc-
tions, and images of a number of contiguous slices, spaced 100 µm
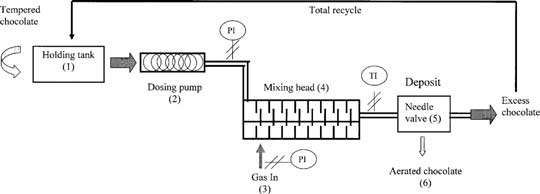
Batch process with external gas injection (Figure 1)
apart, were generated. These slices were used to visualize bubble
The tempered chocolate was poured into a holding tank (1) where sections using Image Pro Plus software (Media Cybernetics, Silver
pressure was applied. The chocolate was then pumped toward the Spring, Md., U.S.A.) in order to determine the distribution of bubblemixing head (4) by a dosing pump (2). Just prior to entering the mix- section areas and diameters. ing head, provision is made to inject air or other gases into the choco-
3D images were also reconstructed from the above planer images
late under controlled pressure (3). The gas was finely dispersed into by using Image Pro Plus software, 3D Constructor Version 5.1. Giventhe chocolate mass by the action of the stator and rotor arrangement the complexity involved in reconstructing the entire chocolate cylin-in the mixing head. A needle valve (5) enabled sample withdrawal der, it was divided into 10 volume sections each of approximatelywhen the mixture was returned to atmospheric pressure and the dis- 330 mm3. Bubbles of volume less than 0.001 mm3 and greater than 4solved gas came out of solution (6). The temperature was controlled mm3 were ignored in the analysis, since they were deemed not to beby heated water jackets around the tank and all the pipes. As it is typical within the dispersion. For each chocolate, the mean bubblea total recycle system, the chocolate is recycled into the batch tank volume, the standard deviation, and the number of bubbles (in theand then gets pumped to the external gas injection again, without volume considered) of 5 replicated measurements were determinedbeing degassed. The operating conditions were chosen as follows: (see Table 2). Figure 1 --- Batch process with external gas injection
JOURNAL OF FOOD SCIENCE—Vol. 00, Nr. 0, 2007
Sensory analysis
At the time of the analysis, the chocolate samples were 2 weeks
In order to relate the dispersion characteristics with sensory prop- old. They had been stored in a refrigerator and were presented at
erties an organoleptic study on the 4 different chocolate samples was room temperature (20 to 21 ◦C) in individual booths. Samples wereundertaken. An attempt was made to determine the differences be- presented in random order with coded identification. All 4 samplestween the intensities of selected sensory attributes. The panelists for were evaluated twice, henceforth referred to as Replicate 1 and 2, tothis study were 20 members of the School of Food Biosciences, Univ. check for reliability of the responses. of Reading (U.K.), who were trained prior to the sensory study. The1st part of the training involved exposing the panelists to samples of3 commercial aerated chocolates: Nestl´e Aero Japan, Nestl´e CaillerAir Switzerland, and Nestl´e Bros Holland, all of which have different
Results and Discussion
texture and flavor. Panelists were encouraged to generate as many terms or descriptors to describe the sensory attributes. The whole Effect of gas type on structural properties panel then discussed all the terms generated and formed a stan-
Table 2 shows 4 chocolate samples produced by bubbling nitro-
dardized set of descriptors. The commercial chocolates also served gen, argon, nitrous oxide, and carbon dioxide. Table 2 summarizesas reference descriptors; for example, Aero Japan represented an ex- the results on 2D and 3D X-ray image analysis and gas hold-up val-tremely strong cocoa flavor, whereas Bros Holland represented an ues for the different gases but using the same base recipe. Fromextremely aerated product with a lower flavor profile. Furthermore, Table 2, it is obvious that nitrogen results in the formation of mucha vocabulary development training was also carried out to ensure smaller bubbles (dmean = 0.13 mm) than other gases, and also pro-that the panelists were familiar with the terms and comfortable us- duces very low gas hold-up values (ε = 29%). Argon also producesing them. In addition, terms were grouped into 3 categories: texture, small bubbles (dmean = 0.19 mm) but the hold-up values are slightlyflavor, and basic taste, in which the terms reflecting a common sen- higher (ε = 34%). As both gases result in the formation of small bub-sation were combined and ambiguous terms could be more easily bles that are not readily detected by the human eye, their aerationidentified. Texture descriptors were further subdivided into biting, characteristics will henceforth be referred to as microaeration. Car-chewing, sucking, and after swallowing. The panelists agreed on 14 bon dioxide and nitrous oxide, on the other hand, produce larger 2Dterms out of the 30, which are summarized in Table 1.
bubble sections (mean diameter of 0.51 mm and 0.41 mm, respec-
The panel was further screened for taste impairment by under- tively, which are equivalent to mean bubble volume of 0.18 mm3 and
taking thresholds tests on sweetness, acidity, and bitterness. A se- 0.15 mm3). Moreover, the gas hold-up values are also much greaterries of solutions of increasing concentration of sodium chloride, (68% and 66%, respectively) (see Table 2). Larger bubbles and greatersucrose, and quinine sulphate were presented to panelists to deter- values of voidage result from the higher solubilities of these gases
mine whether they could perceive and name the basic tastes cor- in cocoa butter (Haedelt 2005). The higher solubility also results inrectly.
the formation of a greater number density of nuclei initially, which
As the need for quantitative assessment of attributes is especially promote coalescence to form larger bubbles upon pressure release.
important in descriptive analysis, a line scale was selected to provide Haedelt (2005) has described a simple technique that can be usedthe panelists with an infinite number of places in which to indicate to compare the solubility of gases in a given liquid under otherwisethe relative intensity for an attribute. The line scale was anchored at similar conditions. Using this method, the solubility of the 4 gasesboth ends. The panelists were asked to make a vertical line across the in chocolate can be arranged in the following order that represents
horizontal line at the point that best reflected the relative intensity of progressively decreasing solubility: nitrous oxide, carbon dioxide,
the particular term. The panelists were further encouraged to make argon, and nitrogen.
full use of the line scale by clearly marking differences between the
Table 2 also compares image analysis across a 2D plane and a
samples. By measuring the distance along the line to the mark, a reconstructed 3D section. It is immediately obvious that the 2 tech-numerical value was obtained. A statistical package specially devel- niques essentially yield similar values of mean bubble diameter andoped for sensory evaluation (FIZZ, Biosystemes, France) was used are therefore comparable. It may be noted that some gas will escapefor this analysis.
on setting but this is consistent for all samples. Table 1 --- Glossary of terms used to describe sensory properties of bubble-containing chocolate Limits of Definition the scale
Resistance to pressure from the front teeth when biting through the
Degree to which the bar breaks into many and small pieces
Perceivable aeration when biting through the bar
Product that breaks into bits when chewed (dry) as opposed to a
product that forms a smooth paste (evaluated over the first chews)
Perceived particle size as evaluated between tongue and palate
Measurement of the stick-power between the tongue and palate
Time necessary for the product to melt in the mouth (by chewing the
Sensation of a fat film perceived in the mouth after swallowing the
Overall flavor intensity Intensity of the combination of all the flavors perceived
Intensity of creamy (milky/buttery) flavor
Vol. 00, Nr. 0, 2007—JOURNAL OF FOOD SCIENCE
Effect of gas type on measured responses
significant for all attributes except crumbliness, melting time, over-
The 4 aerated chocolate samples were also evaluated by a sen- all flavor intensity, cocoa flavor, and bitter taste. The P-values also
sory panel and 2-way analysis of variance (ANOVA) was carried out show interactions between samples and panelists but this was onlyto show statistically which attributes differed between the samples. observed for 2 attributes, hardness, and dryness. Overall, there were,Separate ANOVAs were carried out for each attribute with samples however, significant differences between the 4 bubble-containingand panelist response as variables. The results are presented in Ta- chocolate samples, indicating that they are significantly different,ble 3 which shows the mean score of the 2 samples for each attribute even when low interactions between panelists are taken into ac-and shows which attributes differ between the samples and whether count. the response between the panelists was significantly different. Fur-
By calculating the least significant difference (LSD), we were able
thermore, the significance of the interaction between the samples to indicate which samples differed significantly at a 95% level. Thisand panelist response was investigated.
can also be seen by plotting the different attributes and the asses-
As evident from Table 3 (row nr 1, 3, and 7), the 4 different choco- sors responses to the different chocolates in terms of intensities, as
late samples were perceived to be significantly different in terms of shown in Figure 2. The diagram aids in grouping the chocolates on hardness, aeration, and melting time (P < 0.001). They were also the basis of different sensory intensities. found to differ in terms of overall flavor intensity, cocoa flavor, and creaminess (P < 0.05) (row nr 9, 10, and 13 in Table 3). For the other Effect of gas type on measured attributes, the differences perceived were nonsignificant. This does responses and structural properties not imply that products are the same with respect to such attributes.
It is obvious from Figure 2 that in terms of the extent of aer-
It simply means that a difference cannot be detected for the at- ation and hardness, nitrogen and argon gave very similar resultstributes concerned.
while carbon dioxide and nitrous oxide samples were perceived to
The P-values for the panelists also indicate that there are differ- be more aerated and softer. The differences between these 2 sets
ences between panelists. Ideally the interaction between panelists of gases were significantly high (P < 0.001). This is consistent withmust not be significant. But the 20 panelists made different use of the the experimental data on dispersion structure, where carbon diox-line scale for each intensity. Variation between panelists was highly ide and nitrous oxide result in the formation of larger gas voids and
Table 2 --- 2D and 3D bubble dimensions and gas hold-up values for 4 different gases Chocolate type 2D image analysis of X-ray images 3D image analysis of X-ray images Gas hold-up values as determined from density measurement by the flotation method
St. Dev. are given, in case of dmean they resemble the bubble section diameter spread. Table 3 --- Mean panel scores for sensory attributes for the 4 chocolates Attributes Panelists Inter-action
Means with different letters are significantly different at P < 0.05.
(LSD = least significant difference of samples = t distribution ∗ SE).
JOURNAL OF FOOD SCIENCE—Vol. 00, Nr. 0, 2007
Figure 2 --- Sensory perception of aerated chocolate using 4 different gases
larger bubble volumes, hence thinner lamellae that will melt faster. Conclusions
Thus, a chocolate that is less aerated (that is, lower gas hold-up) isdenser, and therefore perceived to be harder. A difference between This study concluded that gases such as nitrous oxide and car-
bon dioxide, which result in the formation of larger bubbles and
the chocolates was also observed in relation to melting time where greater gas hold-up in chocolates, are perceived to be significantlythe nitrogen and argon samples scored higher, suggesting that they different from nitrogen and argon in terms of textural attributes,offered greater resistance to melting in the mouth than the samples such as extent of hardness, creaminess, and melting time in themade with nitrous oxide and carbon dioxide. This is expected since mouth. Interestingly, carbon dioxide and nitrous oxide were foundthe bubbles are smaller in size and fewer in number in the case of to be more soluble in chocolate. Hence they resulted in larger voids,argon and nitrogen, resulting in a lower gas hold-up. Hence these which led to the chocolate melting very fast in the mouth and be-chocolates take longer to melt. For the attribute “overall intensity,” ing perceived to be less hard, more aerated, and less creamy. Argonargon and nitrous oxide samples scored highly in terms of flavor in- and nitrogen samples, on the other hand, caused the formation oftensity and differed significantly (P < 0.01) from the carbon dioxide smaller bubbles and a lower gas hold-up. These samples were per-and nitrogen samples. This perceived difference is very interesting; ceived to be creamier and harder.
since the base recipe used was the same for all the samples, the only
The nature of the gas used clearly influenced flavor perception
difference was the gas used to create the structure. A difference in even though the chocolate base recipe was essentially the same. texture can be explained by noting the difference in gas solubilities Chocolates made by using nitrous oxide were perceived to possess
in chocolate, which consequently results in a different bubble size more flavor in general, with a particularly strong cocoa flavor. Whileand hold-up. However, a difference in perceived flavor is more dif- this may be advantageous in some situations, the relatively high costficult to explain. One possibility is to relate this observation to the of nitrous oxide may limit its use. melting time, which, in turn, can be related to the structure. Based
on this hypothesis slower melting (as observed in the case of ar-gon and nitrogen) should result in a higher overall flavor intensity. Acknowledgments
The relationship between melting and flavor release has also been Special acknowledgments to BBSRC and Nestl´e PTC York for their
addressed by Ziegler and others (2001). However, the sample made financial support. Thanks are also due to Peter Cooke, Nicolas Galley,using nitrous oxide does not fit with this hypothesis. One possible Martina S ¨
uß, Karin Gartenmann, Julia Sarhy, and David Coleman,
explanation is that the chocolate gassed with nitrous oxide melts who, at the time the article was written, were employed at Nestl´e PTCrather quickly in the mouth and releases the flavor more readily. It York, as well as to Caroline Hargreaves at the Dept. of Soil Scienceis interesting to note that the nitrous oxide sample was also judged and Prof. Don Mottram at the School of Food Biosciences at the Univ. to be strongest in terms of cocoa flavor, and differed significantly of Reading. (P < 0.05) from the nitrogen sample. Argon and carbon dioxide sam-ples, on the other hand, were perceived to be comparable in terms
References
of cocoa flavor. Overall, the difference in intensity between the 4 Barigou M, Lim K. 2004. X-ray micro-computed tomography of aerated cellular food
bubble-containing chocolate samples is, however, much lower for
products. Intl. Conference on Engineering and Food, Montpellier, France.
the flavor attributes, than for the texture attributes.
Campbell GM, Mougeot E. 1999. Creation and characterisation of aerated food prod-
ucts. Trends Food Sci Technol 10(9): 283–96.
In the case of creaminess, the nitrogen sample differed signifi- Haedelt J. 2005. An investigation into bubble inclusion into liquid chocolate [PhD
cantly from the nitrous oxide sample (P < 0.01), whereas the argon
thesis]. School of Food Biosciences. U.K.: Univ. of Reading
Haedelt J, Pyle DL, Beckett ST, Niranjan K. 2005. Vacuum induced bubble formation
sample was similar to the nitrogen sample. Carbon dioxide was per-
into liquid tempered chocolate. J Food Sci 70(2): 159–64.
ceived to give similar creaminess to nitrous oxide, with a lower but in- Jakubczyk E, Niranjan K. 2006. Transient development of whipped cream properties. significantly different value to argon. Creaminess can also be related
Jenneson PM, Gilboy WB, Morton EJ, Gregory PJ. 2002. An X-ray micro-tomography
to the structure and melting time of the aerated chocolate. Nitrogen
system optimised for the low-dose study of living organisms. Appl Radiat Isot 58:177–
and argon—perceived by the panel to be more creamy—caused the
Massey AH. 2002. Air inclusion mechanisms and bubble dynamics in intermediate
formation of small bubble nuclei and lower gas hold-up values. As
viscosity food systems [PhD thesis]. School of Food Biosciences. U.K.: Univ. of Read-
the chocolate was less aerated, it was perceived to be harder, and
Nelson RB. 1999. Tempering. In: Beckett ST, editor. Industrial chocolate manufacture
took longer to melt, but gave the chocolate a “silky” mouth-feel,
and use. 3rd ed. Oxford: Blackwell Science. p 231–58.
which was judged to be highly creamy. Samples made from carbon Ziegler GR, Mongia G, Hollender R. 2001. The role of particle size distribution of sus-
pended solids in defining the sensory properties of milk chocolate. Intl J Food Prop
dioxide and nitrous oxide, on the other hand, melted quickly in the
mouth as a result of the larger volume fraction of gas present.
Vol. 00, Nr. 0, 2007—JOURNAL OF FOOD SCIENCE
EIGHTY-THIRD LEGISLATURE — FIRST CALLED SESSION THIRD DAY AFTER RECESS The Senate met at 12:20 p.m. and was called to order by the President. SENATORS ANNOUNCED PRESENT Senators Carona, Deuell, Duncan, and VanideiPutte, who had previously beenrecorded as "Absent-excused," were announced "Present." COMMITTEEiiSUBSTITUTE SENATE JOINT RESOLUTION 2 ON SECOND READING
AGOA Conference, Workshop on Health Infrastructure. January 2003 I work for a health NGO based in South Africa and given what I am going to be saying, I think it is important to point out that we do not receive any funding from the pharmaceutical industry, nor from the chemicals or insecticides industry. I would like to talk about some of the exiting developments that are taking place bet
 that bubbles were spherical (Saltykov area analysis method). A 3D system pressure of 4.5 bar, chocolate temperature of 30 ◦C, 28 rpmreconstruction software used in the present work allows the volumes mixing head speed, and pump speed at 38 rpm.
that bubbles were spherical (Saltykov area analysis method). A 3D system pressure of 4.5 bar, chocolate temperature of 30 ◦C, 28 rpmreconstruction software used in the present work allows the volumes mixing head speed, and pump speed at 38 rpm.






 Effect of gas type on measured responses
Effect of gas type on measured responses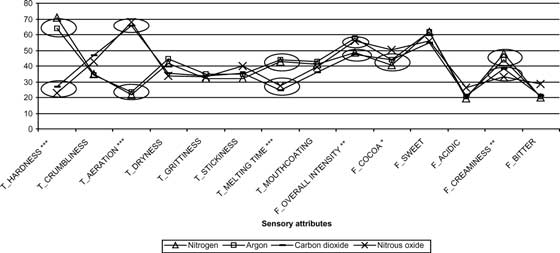 Figure 2 --- Sensory perception of
Figure 2 --- Sensory perception of